Who we are













The industries we serve








Corporate

6 March 2024
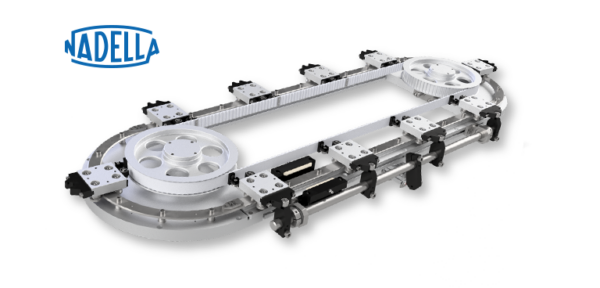
Nadella supplies a linear system for fitting out a special vehicle for Paralympic athlete Mauro Tomasi

1 March 2024
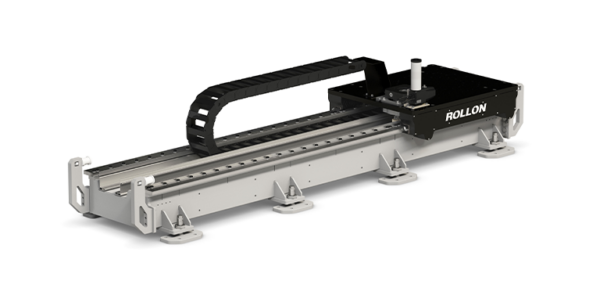
Rollon presents its new comprehensive product portfolio

2 October 2023
Timken Expands Linear Motion Offerings with Rosa Sistemi Acquisition
Events

17 April 2024
Rollon to attend AIX and Automate

12 March 2024
Rollon to exhibit at SIMTOS and CCMT

20 February 2024
Rollon to exhibit at LogiMAT 2024
Innovation
13 November 2023
Rollon integrates myRollon selection tool with YZ Systems

2 November 2023
An interview with Davide Rosato, Project Manager of the Gemini Campaign of Skyward Experimental Rocketry

6 September 2023
Rollon Renews Collaboration with Skyward Experimental Rocketry from Politecnico di Milano
Need to contact us?



Highlight
Nadella supplies a linear system for fitting out a special vehicle for Paralympic athlete Mauro Tomasi



Highlight