Who we are












The industries we serve








Corporate

27 February 2024
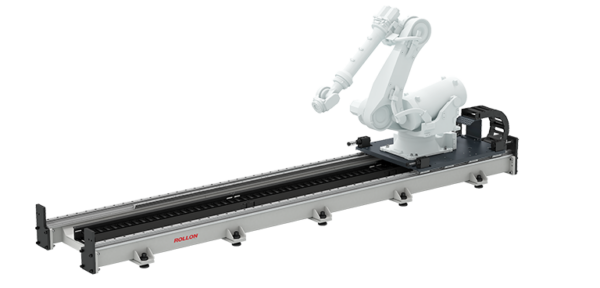
Rollon Presents its New Comprehensive Product Portfolio

2 October 2023
Timken Expands Linear Motion Offerings with Rosa Sistemi Acquisition

4 April 2023
Rollon + Nadella: Stronger. Together.
Innovation

13 November 2023
Rollon Integrates myRollon selection tool with YZ Systems

7 September 2023
Rollon Renews Collaboration with Skyward Experimental Rocketry from Politecnico di Milan

1 March 2023
MiniRoller Rail: a new highly adaptable miniature rail for light-to-moderate loads in linear motion applications
Need to contact us?


")