



























Rollon helped AMP Automation – a UK-based company specialising in bespoke automation solutions – to automate the palletizer system of a pet food packaging line for one of the main pet food manufacturers in the UK.
When it comes to System Integration, the job doesn’t stop at the design and delivery of a system, but it goes through to installation and commissioning, while making sure everything remains consistent and reliable. Aftersales support is also key in this line of business.
These are all well-known concepts to AMP, a UK-based company specialising in the design, build and integration of flexible automation solutions, from complete bespoke systems to off the shelf equipment.
“AMP Rose is a family-owned business”, starts Juan Patiño, Technical Sales Manager at AMP Automation. “The company was founded in 1978 and soon specialized in building new machinery, primarily for the confectionery industry. As the company grew, we started introducing more and more technology into the solutions that we provided to the customers. The company has been working with automation for at least twelve years now and in 2018, we decided to create two business units: AMP Rose – dedicated to designing and building equipment for the confectionery industry – and AMP Automation, which deals with all the automation projects”.
“Within AMP Automation, we cater to the needs of many different industries but we are mainly specialized in automating packaging processes for the food industry. In fact, we built on our experience within the confectionery industry to expand into other segments, such as snacks, bakery, frozen foods, and chilled foods. Now, we can automate anything within the food industry – primary, secondary, tertiary packaging, all the way through”, says Patryk Franc, Senior Design Engineer at AMP Rose.
“Most of the technology that we currently utilise are delta robots for pick and place lines. That’s the core business of AMP. And for a few years now, we’ve been developing palletizers. Particularly, we started with collaborative palletizers, we then moved into six axis robots, offering bespoke automation solutions for all line sizes”.
One of the latest projects AMP has been working on is a palletizing line for a customer that produces dog food. To automate the process, AMP relied on Rollon’s linear systems.
The palletizing process
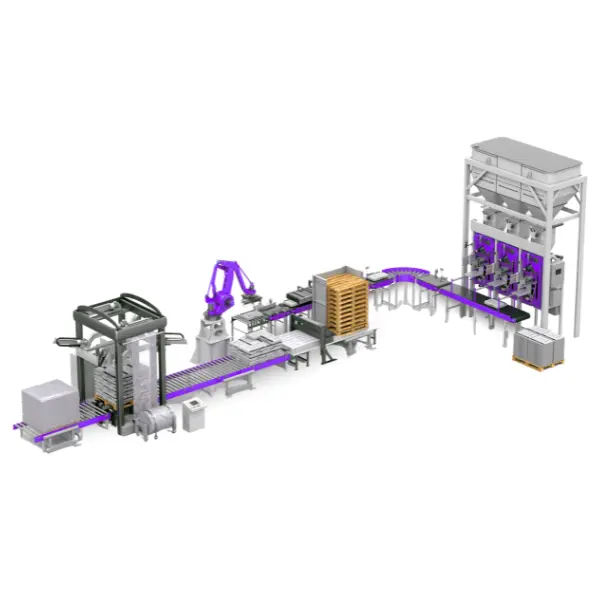
“The boxes of dog food are manually packed by operators on the line and sent through the taping machine. Afterwards, they are put on a roller conveyor with two spiral conveyors that take the boxes to what we call the decision point, where the system decides to which of the two palletizer robots send the box. The pet food can be stacked in three different box sizes: small (8 kg payload), medium (16 kg payload) and large (20 kg payload). The robots can pick up two small boxes and a single box of the medium and large sizes. Each robot can count on two bays: while one bay is being loaded with the boxes, the other has already been filled and the pallet can be taken off without stopping the system”, explains Patryk.

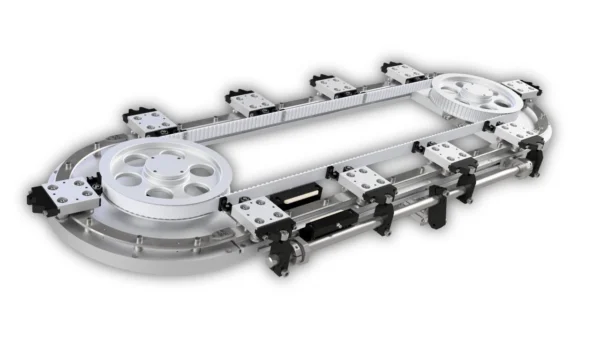
One of the two gantry systems with the two bays.
The challenges
“The project evolved over time. The cycle time we had to achieve was 7.5 seconds to shift each box, and under 6 minutes to stack a full pallet from top to bottom. We began with one gantry system but then we evolved it into a mirrored system with two gantries positioned opposite to each other”, says Patryk. “One of the biggest challenges was putting a telescopic system on the Z axis, which consequently upsized the whole system. However, we had very limited headroom, as the location where the system operates is a refrigerated area, with insulated panels above that we couldn’t remove. The standard telescopic solution wouldn’t have worked. Another challenge was being able to move the payload at the required speed: the system had to be sized properly for that”.
This is where Rollon came into play.
Rollon’s solution
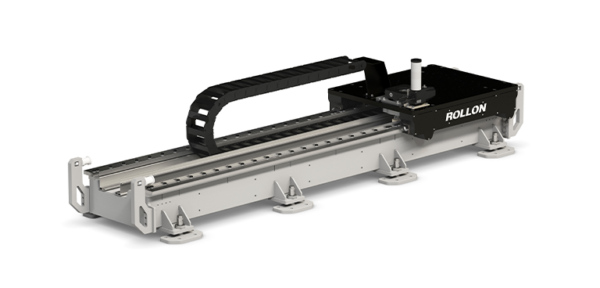
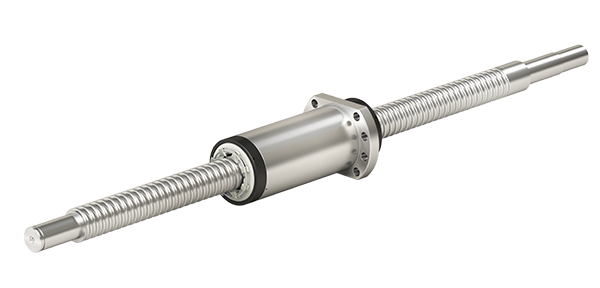
“The solution we provided for the Z axis is based on our Telescopic System TLS 230, which already features a compact, space-saving design. However, to respect the specifications, we had to create a custom solution to further reduce the headspace by around 25-30 cm. It may not seem much for a large telescopic unit, but it was critical for the project: without that extra reduction in height of the telescopic extension, we simply wouldn’t have had a solution. At the same time, to meet the cycle time and the acceleration across the X and Y axis, we had to ensure that the units were sufficiently sized. This is why we opted for our E-Smart linear actuators – very robust units that could meet the duty cycle”, explains Lee Cheshire, Sales Engineer at Rollon.
“Another technical challenge we had to face was the positioning of the cable chain. When the telescopic system drops through its stage of extension, the cable chain is left in an upright position. Obviously, that’s a problem if you’re trying to save headspace. So, we fixed the cable chain to the Z actuator to ensure that we still had the benefit of reduced headspace”.
“It was quite a demanding application and timeline to deliver the project. We had to make sure everything was technically correct and on top of that we had a telescopic unit to design from scratch within a very short timeline. But we managed to do it thanks to a great teamwork and collaboration with the AMP engineers”.


The telescopic system features a cable chain fixed to the actuator to ensure reduced headspace.
The collaboration with Rollon
“We already knew Rollon because we’ve been buying linear guides from them. So, when this project came along, with its requirement to move different payloads at high speed, we based our decision to involve Rollon on our previous positive experience”, says Patryk. “We needed a machine that was compact, flexible, and that could achieve the speed, payloads and heights required for that specific application. When it comes to bespoke automation, flexibility is a must to develop and deliver projects in a short time. For this specific project, there was a requirement for a fast turnaround of the palletizers and Rollon was a key element to achieve it. The gantry palletizer developed by Rollon is a great fit. It is also a machine that we can standardise and easily replicate for many other applications”.

The E-Smart units on the X and Y axis.
Ready to tackle future challenges
“AMP can count on a great team of engineers and a great set of in-house skills and knowledge, which brings a lot of flexibility and sets us apart on the market. For us, the support and shared knowledge that we get from our suppliers is key, as it not only allows us to learn more about the technology, but to also deliver what’s been promised to the customer”.
“We not only look for support in specifying the right products but also throughout the project, up to the delivery and commissioning of the system. The collaboration with Rollon’s engineering team played a big role when selecting and working through the design of this palletizing system. The communication between the two teams was always great. Whenever we had a technical challenge, the feedback was quick: within the day, we would have a meeting and a solution to the issue.
“The products as well are great. We’ve seen them working and the quality of the build is impressive. The customer is very satisfied, too. So, we are happy with both the gear and the cooperation, and we’re ready to tackle new challenges in the future, together. In fact, not only there’s already talks of more lines with this customer, but we also have five more palletizers to design for another company and a small XY system, for which we would love to involve Rollon”, concludes Patryk.
Interested? Contact our experts for more information.