Linear Guides
Linear Guides Linear Actuators
Linear Actuators XP Xtrem Position
XP Xtrem Position Rod Ends
Rod Ends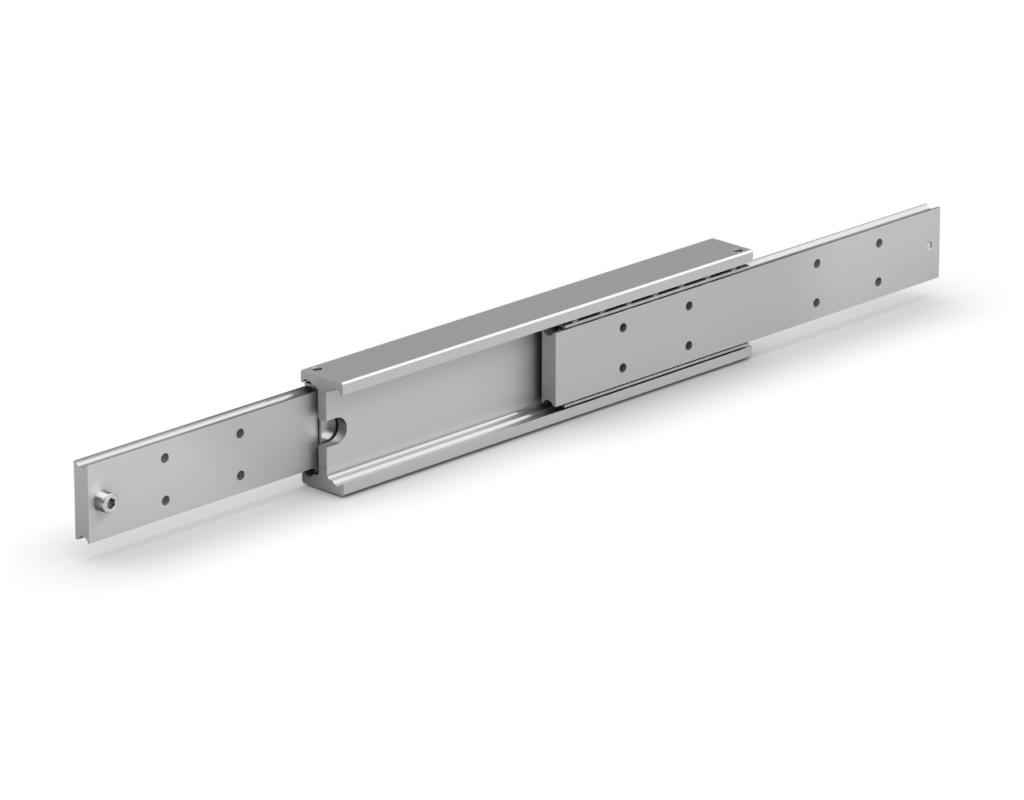 Telescopic Rails
Telescopic Rails Multi-Axis Systems
Multi-Axis Systems XL Xtrem Load
XL Xtrem Load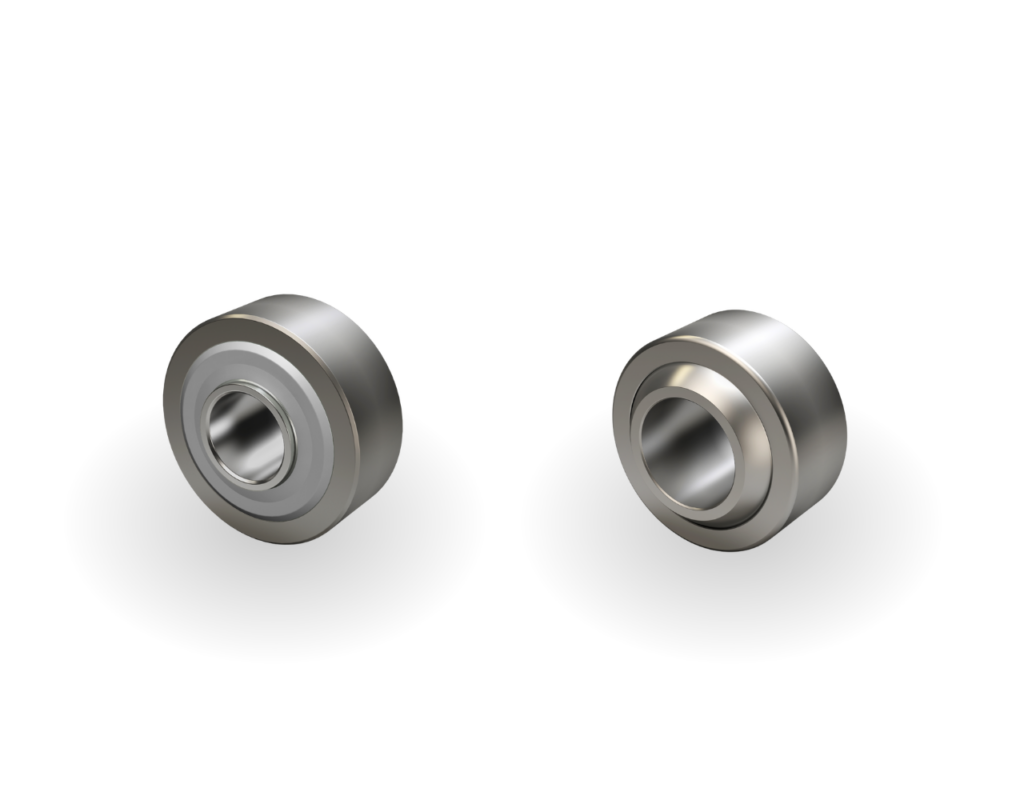 Spherical Plain Bearings
Spherical Plain Bearings Curved Guides and Rails
Curved Guides and Rails Needle Roller Bearings
Needle Roller Bearings Circular Systems
Circular Systems Rollon RB
Rollon RB Locknuts and Rings
Locknuts and Rings Aerospace
Aerospace Building and Furniture
Building and Furniture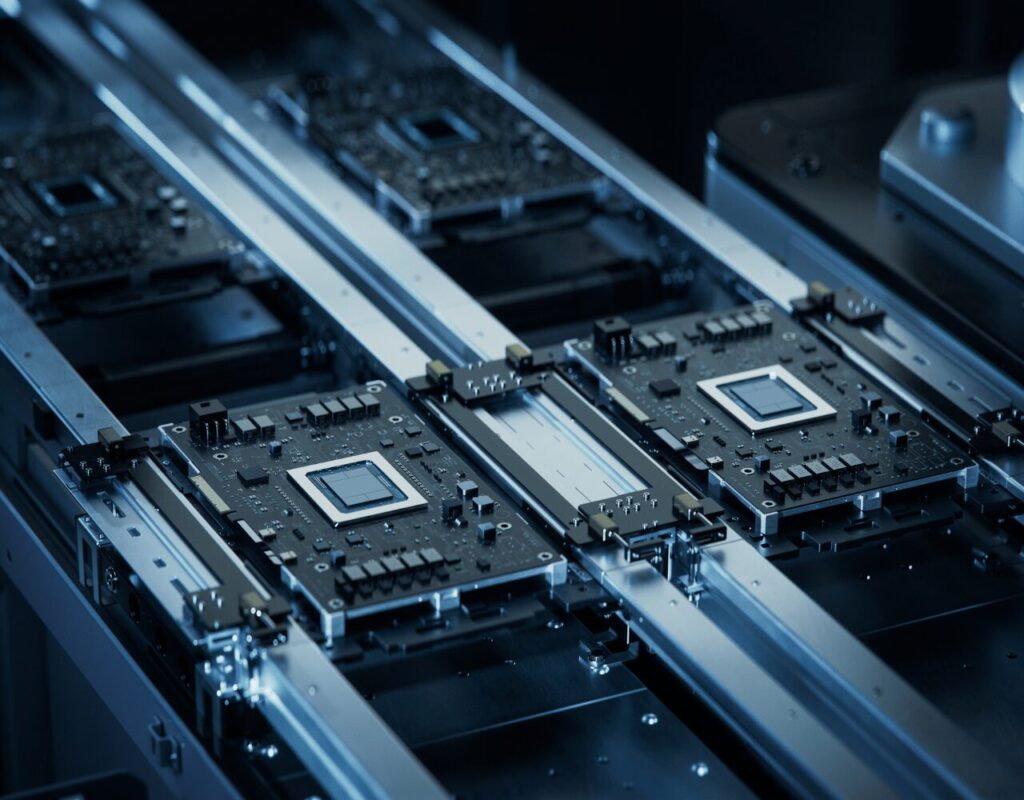 Electronics
Electronics Food & Beverage
Food & Beverage Healthcare
Healthcare Industrial Machines
Industrial Machines Machine Tool
Machine Tool Material Handling
Material Handling Packaging
Packaging Railway
Railway Special Vehicles
Special Vehicles Robotics & Automation
Robotics & Automation







































Industrial automation is no longer either an opinion or an option. It’s a fact. As a concrete part of business, it increases complexity for industrial designers and planners commissioned to design new solutions that can improve processes and make them more productive, efficient, and effective. Productivity, footprint in the overall layout and downtime must all be considered.
So how can you choose the best automation solution for creating a new production process involving one or more applications, or developing an existing process? At the same time, how can you avoid going down paths that end up being more expensive and less functional to the company’s actual requirements?
Often, many designers’ first choice would be an articulated robot.
The Cartesian system, meanwhile, can be an equally valid option in many fields of application, and in many cases, by comparing the two solutions – as we will shortly – some very interesting and not entirely obvious aspects may emerge in favour of this option.
Cartesian linear automated systems are especially capable of providing high performance and excellent results when faced with certain operating conditions, or production area layouts, which lend themselves to using them.
For example, if:
- The application involves linear motion across a large work area
- Space needs to be freed up for the automation of a line without creating obstructions in front of/around the machine (something which is nearly inevitable when using articulated robots)
- There is a need for independence between the carriages on a single axis or to interpolate the movements of axes with different lengths and/or directions
- A very heavy load needs to be moved on the Z (vertical) axis
- One variable to be taken into consideration for the management of the system is being able to rely on cheap, simple maintenance…
…then the Cartesian system is the better option.

Productive, high-performance, with “no limits” on their work area
When we find ourselves faced with a long production line with semi-finished products moving through different stations, or when the layout of the production area has limited space around the machines (but can allow you to build vertically), the Cartesian system is capable of giving its best performance and doing its job better than an articulated robot, even in terms of “economic efficiency”.
How many articulated robots would have to be installed, commissioned and maintained just to do the same automation job as a single Cartesian robot?
How long with it take to recoup a significant investment if each robot were called upon to work, but then to “wait its turn” between one automation task and the next?
And what would happen, in the same scenario, if the load to be moved were heavy – so heavy that it required an even larger robot to carry out that work step, with everything that entails (again) in terms of size, footprint and cost?

In these situations – i.e. where there is a large, multi-station work area – the Cartesian system appears to be the natural solution for automating the process.
Indeed, this solution allows for multi-station production lines to be automated by a robot which never has to stop working – indeed, one which can move between one point of the process and another, wherever its movement or automation skills are required.
The Cartesian solution also satisfies the need for independent movements on a single axis which can prove necessary for optimising the work cycle. Movement along the three axes X, Y, Z can actually be set according to individual needs for movement and automation at the same time or, as previously mentioned, autonomously.
This opportunity is provided by the use of multi-carriage solutions capable of moving loads individually or as groups of multiple units, powering different areas of the production process in different – and specific – ways.
For example, it is possible to make use of a rack-driven transmission on the Y axis with a synchronised X axis and an independent Z axis, or other specific combinations, moving up to 14 carriages in the same process or at the same time, depending on the application that has been planned and initiated.
This is also an approach which allows for the work area to be freed up entirely, thanks to the vertical lift which allows the machine axis and tool to “disappear”.
As previously mentioned, the Cartesian system also offers improved load capacity combined with freedom of movement, in addition to keeping the layout of the production area clear.
In the case of heavy payloads on multi-station work processes, the Cartesian solution is once again preferable.

In fact, it is the only type of automation capable of moving loads significantly larger than an articulated robot can on the Z axis, keeping the load steady in the required position, thus guaranteeing precision and repeatability, all without comprising on decidedly high dynamics.
The dynamism of the Cartesian system truly comes into its own when we consider the aspects of installation and maintenance.
Whilst it is undeniable that constructing a tailor-made Cartesian solution for a specific application has a higher “base” cost than a single articulated robot – a figure that is inversely proportional to the number of robots that need to be purchased, which is equal to the number of stations that need to be automated – it is also undeniable that maintenance and use of the supplier’s aftersales service are drastically reduced, both because of the ease of maintenance of the portals – which is almost always within the capabilities of the company’s internal technicians – and because of the costs that would be incurred.
This difference becomes significant if we instead consider how much maintenance operations cost for an articulated robot, not only in terms of the hourly cost of assistance, but also in terms of the time required for it to be serviced, which automatically becomes downtime for the production, or at the very least, a significant reduction in terms of productivity, yield and efficiency.
Who says they’re not flexible?
Finally, let us cast an eye over the topic of the applicational and operational flexibility of articulated robots compared to a Cartesian system.
The dynamism of the Cartesian system is “balanced out” by the operational flexibility of the articulated robot, although very often, the costs involved in reallocation, subsequent reprogramming, and constructing the specific grippers required are quite considerable.
Where can a Cartesian system be applied?
So, if the industrial designer has got past the “ifs” listed above and has understood that they need to opt for Cartesian automation, at this point it would be very fair to ask exactly what kinds of production sectors are a good fit for the system.
Some typical industrial sectors which are well suited to Cartesian robotics include:
- Packaging
- Sheet metal processing
- Logistics
- Food and beverage
- Automotive
- Painting
Want to learn more about Cartesian systems and define which drive is best to choose?
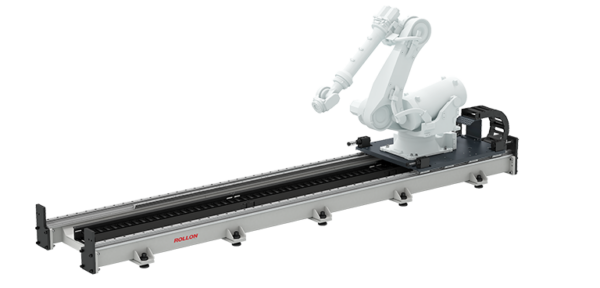
Focus: the seventh axis, where cartesian meets articulated
Are there situations in which the abilities and dynamism typical of a Cartesian coordinate system are crossed with those of an articulated robot?
The answer is yes: this occurs when there are conditions that require a robot to be moved by an external linear axis, becoming – to all intents and purposes – the seventh degree of freedom or, to give it its proper name, the seventh axis.

When does an opportunity like this arise?
When there is a need to expand the robot’s work area. Typically, this occurs both when facing a new project and when you wish to improve the performance of an existing production line.
The use of the seventh axis can compensate for certain shortfalls inherent to all “static” solutions. In fact, an articulated robot that can move on the seventh axis can:
- Increase its flexibility, operating – within the limits of what is possible and the activities to be carried out – on multiple stations/machines, or even allowing different robots to move along the same axis
- Increase the yield and efficiency (even economically speaking) of the machine which, thanks to the fact that it is able to move, can be used at various stations, thus increasing its functions and the return on investment
- Increase the overall performance of the line by transferring its operational abilities in terms of precision, speed and repeatability from one point of the layout to another.
Would you like to find out more about the seventh axis? Read the white paper!