Linear guides
Linear guides Linear actuators
Linear actuators XP Xtrem Position
XP Xtrem Position Rod ends
Rod ends Telescopic rails
Telescopic rails Multi-axis
Multi-axis XL Xtrem Load
XL Xtrem Load Spherical plain bearings
Spherical plain bearings Curved guides
Curved guides Needle roller bearings
Needle roller bearings Circular systems
Circular systems Rollon RB
Rollon RB Locknuts and rings
Locknuts and rings Aerospace
Aerospace Contract & Building
Contract & Building Electronics
Electronics Food & Beverage
Food & Beverage Industrial machinery
Industrial machinery Healthcare
Healthcare Machine tool
Machine tool Material handling
Material handling Packaging
Packaging Railway
Railway Robotics & Automation
Robotics & Automation Special Vehicles
Special Vehicles









































When automating a process as old as pottery making, thinking outside of the box is absolutely necessary to get best results. This is exactly what Adelphi Automation – a company specializing in automation solutions – did, with the help of Rollon’s specialist gantry system expertise, to fully automate the glaze dipping process of one of the oldest pottery manufacturers in the UK.
Nowadays, when we think about automation, we almost tend to consider it as a given – something so widespread within the industrial fabric that one could do it with one’s eyes closed. However, this is certainly not the case. Automation, like many other industrial processes, often hides pitfalls and difficulties in the detail that make it “conceivably impossible” to find the best solution for that specific process. And one of the greatest challenges is being able to think outside of the box, leaving behind the idea that “it has always been done this way” to try to find a new, more efficient solution.
This approach was fully embraced by Adelphi Automation, a UK & Ireland based company specializing in automation solutions, who prides itself on taking on technically challenging projects and delivering world class solutions and that has made “Engineering the Extraordinary” its own motto.
“Adelphi was founded almost twelve years ago, initially serving the aerospace industry. We grew rapidly, becoming quite successful across a broad range of applications, providing all types of automation solutions for robotic and assembly systems”, explains David Ashmole, director at Adelphi. “We don’t concentrate in any specific sector: everything we do is bespoke engineering, virtually all one-offs, and we do love a challenge!”, David says happily.
One of the latest projects that Adelphi has been working on, is automating production for one of the major historical pottery manufacturers in the UK.
“When we first got in contact with this pottery manufacturer, they needed to automate the cleaning of the pottery before further processing. They had been looking for an automation partner for two and a half years to move their business forward. In fact, they had twelve people per shift whose only task was to put the pieces into tumblers with wooden chips to clean all the dust off. They wanted to automate this stage not only to optimize the process but also to put to better use the skills of their employees, thus working around the difficulty of finding new talents. One of the main challenges was posed by the several different products they have within their portfolio, which includes historical ones, dating back 80-100 years. So, we needed to create an automation solution that would work no matter the geometry or size of the pottery piece”.
“We went around their production site for two days in order to provide them with a report of what we thought could and should be automated with minimum risk and maximum return on the investment”, explains David. “We successfully started off on a small project and we moved on from there. The project we’re currently working on is the third one for them in the span of nearly three years and aims at automating the glazing process”.
To achieve this goal, Adelphi relied on Rollon’s linear actuators and gantry systems, further corroborating the cooperation between the two companies that started years ago and turned into an out-and-out partnership.
The glazing line automated with Rollon’s gantry systems
The glazing process is pivotal when it comes to ceramics making. It consists of the application of the glaze – a mixture of ground glass, clays, colouring materials, and water – on the pot by different methods, such as dipping or spraying. In this case, there are two identical lines running in parallel, each featuring a dipping process.
The pottery arrives at the start of the line on a pallet and an ABB FlexPicker picks up the cup or bowl and puts them on the conveyor belt. However, in between each item layer there’s a wooden board separating the various stacks, which must be removed. This is what the first gantry system by Rollon does.

The first gantry system removes the wooden board from the stacked pottery.
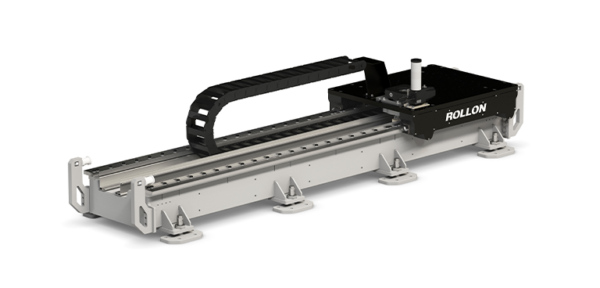
“This system consists of a 3-axis gantry from the Smart series, Rollon’s high performing linear units with steel re-enforced driving belt transmission. This first gantry has two E-Smart 50 actuators running in parallel, a custom static Y axis – which is a feature we designed especially for Adelphi, and the vertical Z axis with about 1.5 metres stroke”, explains Timothy Prinsloo, Technical Sales Engineer UK at Rollon.
“Once the pottery is put on the conveyor belt, it goes through a cleaning stage done with brushes and served by another XYZ gantry system with two E-Smart 50 actuators running in parallel on the X axis and an R-Smart 120 actuator on the Y axis. On the vertical axis is the Rollon omega drive S-Smart unit.

")
Once the pottery is put on the conveyor, it goes through a cleaning stage done with brushes and served byanother XYZ gantry system.
“Afterwards, a special gripper picks up multiple pieces at a time, and goes through the glaze dipping process, followed by another cleaning stage. Above the glazing process, there is another gantry system with a double axis made of two E-Smart systems on the X axis – with two carriages – and two R-Smart systems on the Y axis. On the Z axis there’s an S- Smart unit. The double axis gantry system above the glazing dip employs also a Uniline actuator, which is a semi-protected unit able to withstand the corrosiveness of the glazing liquid.
“After the glazing process, the pottery moves into the main oven, on the other side of which there’s another XYZ R-Smart gantry system, which takes the pottery out of the oven and places it into a conveyor. Then, the pieces are finally re-palletized and re-stacked. At the end of the line, there’s a roller conveyor and the stacks of all the crockery is pushed along the conveyor with Rollon’s Smart actuators”.

The double axis gantry system with two E-Smart systems on the X axis, two R-Smart systems on the Y axis and an S-Smart uniton the Z axis.

The glaze dipping stage with the Uniline semi-protected units.

Rollon’s Smart actuators are used to push the stacked pottery along the conveyor belt.
The challenges
“Payload, speed, and stiffness were the main factors that made us choose the solutions mentioned so far. In fact, the Smart series provides a very robust and reliable performance, and they are also cost-effective. While the Uniline has been used where there was a higher risk of corrosion and, therefore, the application needed more protection”, explains Timothy. “Rollon is an expert in this kind of pick-and-place system, which can accommodate both smaller and bigger pieces, and can easily integrate with different robotic solutions, such as the ABB pickers. We know how to size our systems to ensure the highest efficiency. In addition, this was not our first collaboration with Adelphi and this pottery manufacturer: we already provided our systems to automate the printing process”.
“Getting the required accuracy and speed was the biggest challenge for this project”, adds David. “Space was a premium and when setting up the project we had to consider this limitation and consequently what we could and could not achieve, especially on the vertical axis, because there was not much roof height. We are not pottery experts, of course, but we understand what needs to be done by getting into the detail. Our strength is exactly being multidisciplined, as it allowed us to gain lots of experience across many different sectors. This, in turn, allows us to transfer knowledge between industries and bring different ideas into different areas. What we did with the pottery line is not something you necessarily see in the pottery industry. When we initially went to the standard suppliers for pottery systems, they merely supplied the automated versions of the machines that already existed 50 years ago. So, we decided to go back to basics. We asked ourselves, is there another way to automate the process by thinking outside of the box? This is how we approached our customer – we said, we think you can do it in a different way. And we did.”
A successful outcome
“By automating their production lines, the pottery manufacturer now processes a staggering number of pieces. Consequently, they were able to move their staff in other parts of the production, greatly increasing the efficiency of the overall process”, explains David. “The capacity rate of the plant depends on the size of the pieces and the overall production has improved by an order of magnitude.
A long-standing partnership
“Everything we do is a one-off and I think that’s why Rollon has been so successful with us”, states David Ashmole. “We used to have different suppliers for actuators and systems but when I joined Adelphi, I immediately contacted Rollon, based on my previous positive experience with them within the aerospace industry. The fact that the Rollon team would provide 3D CAD models and calculations without any hassle was one of the biggest selling points.
“When we approach a new project, we don’t necessarily select the actuator. We provide Rollon the base information and their experts tell us what’s best for that application, what would be more beneficial. We get what we should get rather than what we think we want. The fact that every time Rollon puts at our disposal its expertise in addition to other accessories such as gearboxes, drag chains, and information on what motor we could use is a great benefit – it saves us a lot of time and effort.
“In terms of products and performance, the actuators bolt together exactly per the drawings, they always come in looking good, well packaged and, most importantly, they always work well. We never had any problems with them in terms of performance, speed, or accuracy, and integrating Rollon’s solutions into our systems conveys a sense of quality to our end costumer.
“The duty cycle is something that we have to define as accurately as we can in order to optimize our proposed solution” adds Timothy Prinsloo. “How fast does the system have to move? What’s the payload? In what kind of environment will the system operate? These are all very critical aspects to consider. Exactly because we have such a big range of products, we can work with the customer to find the best possible solution, sharing our expertise.
“With Adelphi, we established a great collaboration, and we work alongside them right from the initial concept. Then we move to a design stage with a thorough sizing analysis, so that they can start working on the controls and motors. Lastly, we finalize the design. Adelphi also uses a lot of our accessories. For instance, we provide brackets for sensors, end caps, fixing brackets, etc. There’s a lot we can offer to integrate our product into the production line, and once we know what the customer is going to use in terms of motors, we can also define the interface so that the customer doesn’t have to worry about how to mount the motor or the gearbox into our system”.
“This is what ultimately Rollon gives us: a solution”, concludes David Ashmole. “It’s more than a client-supplier relationship – it’s a partnership, and we look forward to keeping working together in our quest to providing the best automation solutions to our customers”.
Contact our experts to find the best solution for your needs.